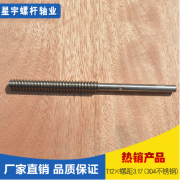
梯形丝杆加工螺纹与滚花工艺
梯形丝杆加工中螺纹与滚花一次完成工艺效率高,成本低,加工精确度要求不太高的产品,其结构预设深刻深思的线索、方案有较好的推广应用价值。
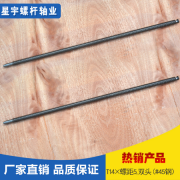
梯形丝杆弯曲的位置确定,具体是部分的弯曲或者整体的弯曲,或者是少量显露出来弯曲或者数目多的显露出来弯曲,在这以后才能决定运用手工的校直,或者选用压力机来对梯形丝杆进行校直。竖立健全丝杠工具资料的领发、回收、反省、维修制度,依照谁运用、谁维修、谁管理的原则,可实行限额领用或租赁方法,以减少耗损。梯形丝杆在机械出产中饰演着重要的角色,其主要作用是将旋转运动更换成线性运动,或将扭矩更换成轴向反反复复作用力量,同时兼具高精确度、可逆性和高效率的独有尤其的地方。为了减少削去力,减少细长丝杠的弯曲,车刀的主编角应取75°到93°之间,并且还应挑选较大的前角,取15°到30°之间,车刀前面应该磨有R1.5到3的断屑槽,使切屑卷曲折断。