全国咨询热线:
189-6173-4130
189-6173-4130



联系人:王洪星(销售部 经理)
电话:0510-85625839
手机:189-6173-4130
传真:0510-85625539
地址:无锡市新吴区城南路203-5号
发表时间:2025-07-21浏览次数:
在数控机床、自动化设备、医疗器械等精密传动领域,小螺距梯形丝杠如同机械系统的“神经末梢”,以微米级精度传递动力与运动。其螺距通常小于2mm,牙型角为30°,在有限空间内实现高分辨率运动控制,成为高端装备制造的核心部件。本文将从小螺距梯形丝杠的加工挑战、工艺创新与质量控制三个维度,揭示其精密制造的奥秘。
一、小螺距加工的三大技术瓶颈
1.微米级精度控制难题
小螺距丝杠的螺距累积误差需控制在±0.01mm以内,相当于一根头发丝直径的1/5。传统车削工艺中,刀具振动、主轴回转误差等因素易导致“螺距失真”。例如,在加工Tr12×1.5规格丝杠时,若刀具径向跳动超过0.005mm,螺纹中径偏差将超标30%,直接引发传动卡滞。
2.材料变形与表面缺陷
小直径丝杠(如直径≤20mm)刚性低,加工时易产生“让刀”现象。某企业曾尝试用45#钢加工Tr8×1丝杠,因切削力导致工件弯曲变形达0.15mm/m,最终产品直线度超差。此外,传统车削工艺易在牙底产生“鳞刺”缺陷,表面粗糙度Ra值高达6.3μm,远超设计要求的1.6μm。
3.效率与成本的平衡困境
单件小螺距丝杠的车削加工需经历粗车、半精车、精车、磨削等6道工序,耗时长达4小时。若采用传统磨削工艺,砂轮修整频率高达每分钟3次,导致刀具成本占比超过总成本的40%。

二、四大创新工艺突破精度极限
1.旋风铣削:效率提升300%的“黑科技”
通过将铣刀盘轴线与工件轴线呈螺旋角(β=arctan(P/πd))布置,实现“铣削+滚花”一体化加工。某企业改造的CA6140车床,配备硬质合金铣刀盘后,加工Tr6×0.75丝杠的效率从4小时/件提升至1.2小时/件,表面粗糙度Ra值降至0.8μm。关键技术点包括:
动态平衡设计:铣刀盘动平衡精度达G0.4级,振动幅值≤0.002mm
冷却系统优化:采用高压内冷却(压力≥3MPa),切削温度降低40%
跟刀架创新:采用三点支承结构,支承刚度提升2倍
2.冷滚轧成型:无切削加工的“绿色革命”
在常温下通过滚压轮塑性变形成型螺纹,材料利用率从车削的65%提升至95%。某航空企业采用六滚轮冷滚轧工艺,加工Tr4×0.5丝杠时:
螺纹精度达IT6级(中径公差±0.008mm)
表面硬度提高30%(HV0.3从220提升至290)
疲劳寿命延长5倍
3.超精密磨削:纳米级表面的“终极武器”
采用CBN砂轮(粒度W10)与在线测量补偿技术,实现Tr2×0.4丝杠的亚微米级加工。某德国进口磨床配置:
砂轮动平衡精度G0.1级
测量系统分辨率0.0001mm
温度控制精度±0.1℃
加工后产品螺距累积误差≤0.003mm/300mm,达到P1级精度标准。
4.复合加工中心:五轴联动的“未来工厂”
集成车、铣、磨、滚轧功能的五轴联动加工中心,可一次性完成Tr3×0.35丝杠的加工。某日本马扎克设备通过:
双主轴同步控制(转速差≤0.1r/min)
在线激光测量(采样频率1000次/秒)
自适应切削参数调整
实现加工节拍缩短至45分钟/件,综合成本降低55%。
三、质量控制的四大核心要素
1.材料热处理:淬火+深冷处理的“双保险”
40Cr材料经930℃淬火、-196℃深冷处理后,硬度达HRC52-55,金相组织中残余奥氏体含量≤5%,有效减少使用中的塑性变形。
2.螺纹参数检测:三针测量法的“黄金标准”
采用量块组辅助的三针测量法,可精确计算螺纹中径:
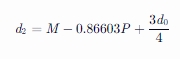
其中M为三针测量值,d₀为最佳针径(d₀=0.518P)。某企业配置的德国Mahr螺纹测量仪,测量不确定度仅0.0005mm。
3.表面完整性评估:白光干涉仪的“显微眼”
通过白光干涉仪检测表面粗糙度、波纹度等12项参数,确保Ra≤0.4μm、Rz≤2μm。某案例显示,表面粗糙度优化后,丝杠使用寿命从8000小时提升至20000小时。
4.可靠性试验:加速寿命测试的“炼金炉”
在专用试验台上施加1.5倍额定载荷,以1000r/min转速连续运行1000小时,检测螺距变化量。某企业产品通过此试验后,市场返修率从2.3%降至0.15%。
四、行业趋势与展望
随着新能源汽车、工业机器人等领域的爆发式增长,小螺距梯形丝杠市场需求年增速达15%。未来发展方向包括:
材料创新:陶瓷基复合材料的应用将使丝杠耐温性提升至300℃
智能加工:AI算法实时优化切削参数,加工效率再提升40%
微型化趋势:直径≤3mm的微型丝杠将广泛应用于内窥镜、AR眼镜等领域
从航天器的精密定位到医疗设备的微米级操作,小螺距梯形丝杠正以“隐形冠军”的姿态,推动着制造业向更高精度、更高可靠性迈进。在这场精密制造的竞赛中,掌握核心工艺的企业,必将赢得未来市场的制高点。