全国咨询热线:
189-6173-4130
189-6173-4130



联系人:王洪星(销售部 经理)
电话:0510-85625839
手机:189-6173-4130
传真:0510-85625539
地址:无锡市新吴区城南路203-5号
发表时间:2023-12-25浏览次数:
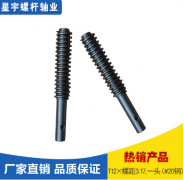
梯形螺纹丝杆的加工方法通常包括以下步骤:
1.材料准备:选择合适的材料,如优质碳素钢或合金钢。
2.车削加工:首先进行车削加工,将材料的直径加工至所需尺寸。
3.热处理:对车削加工后的材料进行热处理,使其具有较高的硬度和强度。
4.外圆磨削:对热处理后的材料进行外圆磨削,使其达到更高的精度要求。
5.螺纹加工:进行螺纹加工,将材料加工成梯形螺纹。
此外,还可以采用旋风铣削丝杠设备进行加工,其工艺路线为:冷拔→滚花、铣丝→校正→钻孔、切断→倒角。这种设备可以将转速提升至2000r/min以上,并且可以将铣丝滚花一次完成,从而提高加工效率。

梯形螺纹的精密零件加工常见问题:
一、梯形螺纹的一般技术要求
梯形螺纹的轴向剖面形状是等腰梯形。用做传动,精度要求高,表面粗糙值小,车削梯形螺纹比车削三角螺纹困难。梯形螺纹的一般技术要求如下:
1.螺纹的中径必须与基准轴颈同轴,其大径尺寸应小于基本尺寸。
2·梯形螺纹的配合以中径定心,因此,加工梯形螺纹时必须保证中径尺寸公差
3.梯形螺纹的牙型角要正确。
4.梯形螺纹牙型两侧面的表面粗糙值要小。
二、精密零件加工时,梯形螺纹轴类零件的装夹要求
车削梯形螺纹时,由于切削力较大。工件一般采用一夹一顶方式装夹。轴向应用限位台阶或限位支撑固定工件的轴向位置,以防止车削过程中工件轴向窜动或位移而造成乱牙或撞坏车刀。
三、梯形螺纹车刀的装夹
螺纹车刀的刀尖应与工件轴线等高,两切削刃夹角的平分线应垂直于工件轴线,装夹时用梯形螺纹对刀样板校正,以免产生螺纹半角误差。四、梯形螺纹车削注意事项
1.加工梯形螺纹时应采用左右借刀法加工,違免刀具三刃口同時切削,产生扎刀。
2.螺纹的牙型角要正确,螺纹牙型两侧面的表面粗糙值要小。
3.螺纹精密零件加工过程中,应注意不得改变转速,否则会乱牙。